


系统适用范围
1.1探伤零件:短管、棒类
1.2检测对象的要求:
零件表面光滑。自动化检测中,零件旋转,需要零件有比较好的直线度和圆度。
检测简介
1)系统可以检测工件直线段区域的缺陷,头尾盲区小于30mm。
2)探伤方式及速度:采用零件旋转、探头行走的检测方式,扫查线速度150mm/s。
3) 可以检测当量U型槽(长宽高)10±0.5mm,0.10±0.01mm,0.05±0.005mm
4)漏检率:0%;误报率:3%
5)探头(换能器):采用线聚焦探头
6) 运转时间:24小时连续运转
8)探伤系统操作方式:自动、手动
9)可实现全程自动控制,检测数据和结果能够下载、显示、采集、打印。
超声检测系统构成
1)小零件检测工装采用零件原地旋转,探头移动的方式进行扫查,传动装置的螺距不大于声束有效直径的1/2。
2)超声波探伤仪使用多通道仪器,仪器符合JB/T10061-1999《A型脉冲反射式超声波探伤仪通用技术条件》的要求。
3)选择线聚焦探头,频率为0.5MHz-30MHz可选。
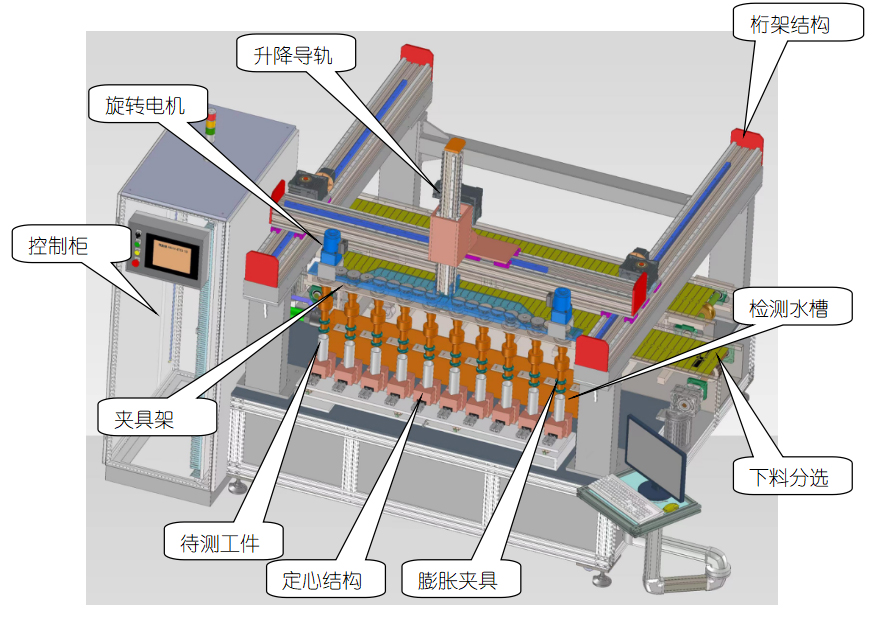
检测机构
1检测机构由桁架结构,水槽,夹具,探头组,定心结构,分选输送带等组成。

设备图



 客服1
客服1